









The process of molding material into a shape using a die or mold has existed for centuries. It began with metal casting and sand casting, and then with the invention of synthetic plastics in the 20th century, the technique evolved into what we now know as injection molding.
Today, injection molding is one of the most widely used techniques for manufacturing rigid plastic parts at scale and at low cost. You’ll find it everywhere: car bumpers, bottle caps, medical syringes, toys, Electrical Conduit Fittings, and thousands of everyday components.
Read through this blog to find out the principle behind injection molding, what types of machines exist, the modern technologies, specific applications, and how it differs from other plastic shaping methods.
What is Injection Molding?
Injection molding is a process in which a polymer is heated to a highly plastic state and forced to flow under high pressure into a mold cavity, where it solidifies, attaining the desired shape of the part.
An injection mold can have a single cavity or multiple cavities, meaning one or more components can be produced per cycle. Production cycles range from a few seconds (under 10s) to a few minutes.
Complex and intricate shapes are possible with injection molding. The challenge in these cases is to fabricate a mold whose cavity matches the part’s exact geometry while allowing for part removal. Part size can range from about 50 g to over 25 kg.
How does the Injection Molding Process Work?
Injection molding is carried out in an injection molding machine, which can be thought of as an evolved version of metal die casting. It primarily consists of two main units, the injection unit and the clamping unit, through which the whole process is carried out.
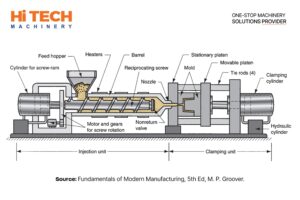
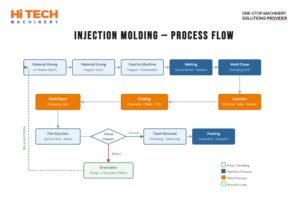
Here’s how the flow goes, and which components of the machine take part in each step:
Step 1: Material Feeding
Polymer/raw materials are fed into the injection unit via a hopper dryer, which is used particularly to remove moisture. For hygroscopic materials, a dehumidifier is also used.
Normally, the hopper dryer is placed on top of the machine, and material is fed manually. However, an option for a material autoloader is also available, which sucks the material from a ground bin and pushes it directly into the machine, saving labor and material.
Step 2: Polymer Heating and Melting
The injection unit is where the heating takes place. It comprises a screw barrel surrounded by heaters; the heaters melt the plastic, and the screw mixes and pushes it forward for injection. A non-return valve mounted at the tip of the screw prevents the melt from flowing backward along the screw threads.
Step 3: Mold Clamping
The mold is where the plastic takes shape. It is metallic, and due to precision requirements, it is made via CNC machining, making it one of the costlier components of the whole process. The mold normally consists of two halves and can have different geometries based on the nature and complexity of the part.
To close the mold for injection, the machine applies a clamping force (measured in kN or tons) through hydraulic or electric actuators. This force is proportional to the size of the mold/part. Clamping force is one of the key specifications of an injection molding machine, which defines its part-handling capability; it ranges from a few hundred tons to thousands of tons.
Step 4: Injection and Cooling
When the mold is clamped, the injection unit injects a shot into the mold, commonly referred to as shot volume. The melted plastic moves through the cavity and takes its shape. A cooling channel via a chiller runs through the mold, which immediately cools the plastic so its shape becomes stable.
Step 5: Product Ejection
The mold opens, and the part is ejected manually, via robotic arms, or through ejector pins built into the mold, which push the part out of the cavity.
Step 6: Flash Removal and Material Crushing
In multi-cavity molds, individual parts are connected via an additional material link that needs to be removed. Some parts also have extra sections that were necessary for structural integrity during molding but are not part of the final design. This excess material is referred to as flash and must be removed.
Flash and discarded plastic parts are then sent to auxiliaries (crushers/granulators), which recycle them back into pellets that re-enter the injection molding process.
Advantages of Injection Molding
Injection molding is one of those processes that comes with a long list of advantages, which is exactly why it has become the go-to manufacturing method for plastic parts across industries.
Versatile Material Choices
The process unlocks the opportunity to use virtually any kind of thermoplastic, and there are hundreds of these. From flexible to rigid, transparent to opaque, standard to high-performance, the material options are vast.
High Production Rates
An injection molding machine produces parts in as little as 7 to 8 seconds per cycle, and with multi-cavity molds, dozens of parts can come out in a single run. In a day, hundreds of thousands of identical parts can be manufactured, at a pace that very few other processes can match.
Low Cost Per Part
As production volume increases, fixed costs – tooling, setup, machine time – get distributed across all units produced. This brings the cost per part down, making injection molding extremely economical at scale.
High Accuracy and Reproducibility
Injection molding machines can achieve tight tolerances of ±0.01 mm (variable across material and design choices). That means size, shape, and quality remain consistent across large-scale production runs. If the mold is right, every part that comes out of it is identical.
Multi-Color and Multi-Material Capability
Some injection molding machines come with multiple injection units. They make it possible to produce multi-colored or even multi-material parts in a single cycle
Minimal Post-Processing
Parts that come out of injection molds require little to no post-processing. In most cases, it’s just flash removal, and the part is ready. Surface finish, texture, and sometimes markings can be built directly into the mold design.
Recyclability
Injection molding works with thermoplastics, which are inherently recyclable. Even defective parts coming straight off the machine don’t go to waste; they are crushed back into pellets and re-enter the production cycle.
Limitations of Injection Molding
Like any other process, there are a few limitations as well.
Expensive Tooling
One of the highest upfront costs in injection molding is the mold itself. Depending on complexity, a single mold can cost anywhere from a few thousand to hundreds of thousands of dollars.
Not Ideal for Low Volumes
Because of the high tooling cost, injection molding only makes economic sense at scale. For prototyping or low-volume needs, other processes like 3D printing or CNC machining are more practical.
Design Limitations
Uniform wall thickness must be maintained to avoid defects like warping or sink marks, and every design has to account for draft angles to allow clean part ejection.
Injection Molding Machine Types
Injection molding machines come in different types based on orientation, operation method, platen structure, and, at times, specific applications. Here’s a look at the classification.

Orientation
Horizontal Injection Molding Machine: The most common configuration. The mold, injection unit, and clamping unit are all arranged horizontally in a straight line. Nearly all standard machines are horizontal, and it’s considered the industry default.
Vertical Injection Molding Machine: Everything is arranged vertically, with the mold sitting on top. This saves floor space and is useful for insert molding, but it limits the clamping force and mold size the machine can handle.
Operation
Hydraulic Injection Machines: These machines use hydraulic pumps to drive both the injection and clamping units.
Servo-Hydraulic Injection Machines: Similar to hydraulic machines but equipped with servo motors driving the pumps. Servo technology is feedback-driven, meaning the machine consumes energy only when needed.
All-Electric Injection Molding Machines: Entirely driven by servo motors with no hydraulics involved. These machines offer the highest precision, repeatability, and energy efficiency, and are preferred for high-accuracy and cleanroom applications.
Platen Structure
Two-Platen Machines: A more compact design where the clamping unit uses only two platens. These machines have a smaller footprint and are typically used for large molds and high clamping force requirements.
Three-Platen Machines: The conventional design with three platens. Normally used in standard machines for complex and small to medium-sized molds.
Material/Application Specific
PET Preform Injection Molding Machine: Specifically designed for producing PET preforms, which are then blow-molded into bottles.
Pallet Injection Molding Machine: Essentially, two-platen machines for producing large structural parts like pallets and crates. These machines have high clamping forces and large platen sizes to handle the big molds these parts require.
Color Handling Per Cycle
Single Color Injection Molding: Most standard machines fall in this category. They have a single injection unit and produce parts in one color per cycle. Color changes between runs are possible but require purging the barrel.
Double/Multi-Color Injection Molding: These machines have multiple injection units, allowing two or more colors or materials to be injected into the same mold in a single cycle. This eliminates the need for secondary painting or assembly.
At HiTech Machinery, we have all the above-listed types of injection molding machines from renowned brands like UWA, Tederic, and TAYU, and in a wide tonnage range.
Materials Used in Injection Molding
Primarily, thermoplastics (materials that soften when heated and solidify when cooled) are best suited for injection molding. Some thermosets can be injection molded, too, but that requires altering the process and tooling to account for their irreversible curing.

Here’s a comprehensive list of common polymers used in injection molding:
Polypropylene (PP)
Lightweight, strong, and chemical-resistant thermoplastic from the polyolefin family. One of the most widely used plastics globally is available in different grades. Commonly used in packaging, automotive parts, textiles, and medical devices.
Polyethylene Terephthalate (PET)
Recyclable, semi-crystalline polyester known for impact and moisture resistance. Widely used in packaging, textiles, films, and molded parts. One of the most prominent applications is bottle preforms.
Polyvinyl Chloride (PVC)
Available in both rigid and flexible forms. Durable, chemically resistant, and versatile. It is used across construction, medical, and consumer product applications.
High-Density Polyethylene (HDPE)
Strong, tough, and impact-resistant thermoplastic commonly used in durable containers, pipes, and industrial products.
Acrylonitrile Butadiene Styrene (ABS)
Tough, impact-resistant thermoplastic that’s easy to process. A go-to material for LEGO bricks, car dashboards, electronic housings, and safety helmets.
Polycarbonate (PC)
Strong, impact-resistant, and transparent thermoplastic with high optical clarity. Used in bulletproof glass, smartphone cases, medical devices, and automotive components.
Thermoplastic Polyurethane (TPU)
Versatile, flexible, and wear-resistant. It can be melted and remolded multiple times. Used in footwear, automotive interiors, medical devices, and hoses.
Polystyrene (PS)
Lightweight, brittle thermoplastic with decent moisture and chemical resistance. Widely used in food packaging, disposable cutlery, CD cases, and labware
Thermoplastic Elastomer (TPE)
A plastic-rubber blend that’s flexible, strong, and recyclable. Used where stretchability and durability are needed, for instance, toothbrush grips, automotive seals, medical devices, and sporting goods.
Thermoplastic Rubber (TPR)
Similar to TPE, a blend of plastic and rubber with both thermoplastic and elastomeric properties. Common in footwear soles, window seals, hose materials, and tool grips. Brands:
Applications of Injection Molding
Although the earlier sections hinted at the materials, here’s a more comprehensive look at industry-specific products made via the injection molding process.

| Industry | Injection Molded Products |
| Automotive | Bumpers, dashboards, door panels, cup holders, air vents, steering wheel covers, headlight housings, clips, and fasteners |
| Medical & Healthcare | Syringes, IV connectors, surgical instrument handles, pill containers, nebulizer parts, and diagnostic device housings |
| Consumer Electronics | Smartphone cases, laptop shells, keyboard keycaps, remote controls, plug housings, router enclosures, and earphone casings |
| Packaging | Bottle caps, closures, thin-wall containers, cosmetic packaging, food storage lids, dispensing pumps |
| Household Goods | Hangers, storage bins, chairs, buckets, laundry baskets, kitchenware, toothbrushes |
| Toys & Recreation | LEGO bricks, bike and tricycle parts, all sorts of plastic toys |
| Construction | Pipe fittings, junction boxes, cable conduits, insulation clips, door and window hardware |
| Agriculture | Irrigation fittings, sprinkler heads, seed trays, fertilizer containers, equipment housings |
| Aerospace & Defense | Interior panel components, cable management parts, connector housings, and lightweight structural brackets |
| Food & Beverage | Bottle PET Preforms, crates, pallets, closures |
Injection Molding vs Other Plastic Molding Processes
For a more complete understanding, here are some similar plastic molding processes and how injection molding differs from each.
Injection Molding vs Extrusion
In injection molding, plastic melts inside the plasticizing unit and is then injected into a mold cavity, where it acquires the shape of the part, which could be anything from a simple cap to a complex automotive component.
Whereas in extrusion, plastic pellets are melted in a similar manner and then forced through a die, which gives them a continuous profile shape along their length. This process is used for making pipes, plastic profiles, sheets, and boards, i.e., products that have a uniform cross-section, and are cut to length after processing. Extrusion is a continuous process, while injection molding is cyclic.
Injection Molding vs Extrusion Blow Molding (EBM)
In extrusion blow molding, plastic is first extruded into a hollow tube called a parison, which is then clamped inside a mold and inflated with air until it takes the shape of the mold cavity. On the other hand, Injection molding produces solid or structured parts by filling a closed mold under pressure.
EBM is better suited for large hollow containers with uniform wall thickness (HDPE bottles, jerry cans, canisters, and fuel tanks), while injection molding handles complex geometries and tighter tolerances.
Injection Molding vs Injection Blow Molding (IBM)
Injection blow molding combines elements of both processes. First, a preform is injection molded, essentially a thick-walled tube with a finished neck. That preform is then transferred to a blow mold (another section on the same machine) where it is inflated into its final shape, typically a bottle or jar.
Compared to straight injection molding, IBM adds the blow step to create hollow parts. It offers better neck finish and wall consistency than EBM, but is limited in part size and shape complexity compared to injection molding.
Injection Molding vs Compression Molding
In compression molding, a pre-measured amount of material is placed directly into an open mold cavity. The mold is then closed under high heat and pressure, causing the material to flow, fill the cavity, and cure permanently into shape.
Injection molding, by contrast, melts the material first and injects it into a closed mold under pressure, making it faster, more automated, and far better suited for complex geometries and high-volume production.
Compression molding is more prevalent for thermoset plastics, just as injection molding is the go-to for thermoplastics. And for simple, high-volume parts like bottle caps, compression molding is increasingly gaining traction over injection molding, because of its high-output in those specific scenarios.
Conclusion
The injection molding process continues to evolve to meet modern demands: more output, lower energy consumption, and greater automation. Machines have come a long way from purely hydraulic systems to fully electric, and the next phase is complete process automation and control through robotics and smart manufacturing.
HiTech Machinery, as a supplier, has always pushed to bring the latest technology to its customers. As this evolution continues, we aim to deliver the most efficient and capable injection molding machines, backed by full auxiliary machinery support and after-sales service, so our customers can simply focus on production.